Rating:
Information pump assy, injecti Denso
Product
Fuel Injection Pump
Vehicle engine
BUS 4D34T4
Engine
4D34T4
Serial start-end
9811-
Info
Injector Nozzle
093500-6050
Injector nozzle:
0935006050
KIT List:
Part name
Kit1
Kit2
Components :
Scheme #.#:
№
Qty
Part num
Name
Remarks
Manufacture num
000
[01]
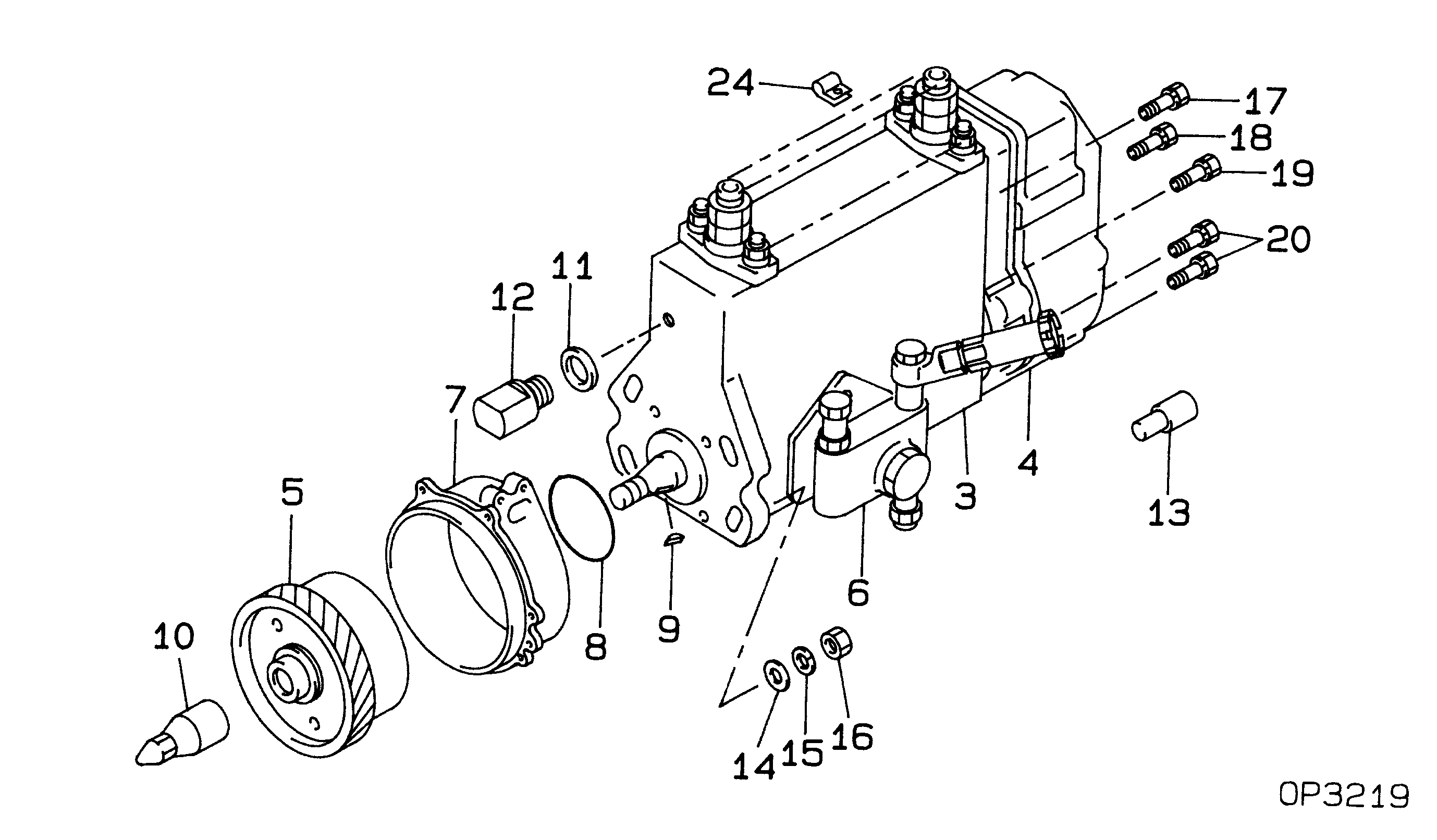
09300-06350
PUMP ASSY, INJECTI
NB4R801H
ME215064
MITSUBISHI
Include in ##:
09300-06350
as PUMP ASSY, INJECTI
Cross reference number
Part num
Firm num
Firm
Name
09300-06350
ME215064
PUMP ASSY, INJECTI
0930006350
ME215064
MITSUBISHI
PUMP ASSY, INJECTI
Information:
3. Remove connecting rod caps (1) from the two connecting rods and push the pistons up until the rings are free of the cylinder liner.4. Remove the two pistons.5. Do the above steps again for the remainder of the pistons.Install Pistons
1. Turn the crankshaft until the bearing journals for the pistons to be installed are at bottom center.2. Put clean engine oil on the crankshaft journals and on the inside of the cylinder liners. Put clean engine oil on the piston rings and connecting rod bearings.3. Move the piston rings on the piston until the ring openings (gap) are approximately 180° apart.
Never install tool (A) (the ring compressor) without the use of the cylinder liner as a guide. Damage to the piston rings can be the result.
TYPICAL EXAMPLE4. Put tool (A) in position on the cylinder liner as shown. Put the connecting rod and piston in position in the same cylinder liner from which it was removed and into the ring compressor. Make sure the "V" mark on the piston is in alignment with the "V" mark on the cylinder block.5. Push the piston into position while the connecting rod is put into position over the crankshaft. 6. Put clean engine oil on bearings, bolt threads and surfaces of the nuts that make contact with the connecting rod caps. Put caps (1) in position on the connecting rods and install the nuts. Tighten the nuts to a torque of 30 3 lb.ft. (40 4 N m). Put a mark on each nut and the end of each bolt. Tighten the nuts 90° more.
When the connecting rod caps are installed, make sure the number on the side of the cap is next to and respective with the number on the side of the connecting rod.
7. Follow Steps 1 through 6 for the installation of the other pistons.end by:a) install oil pumpb) install cylinder head assemblyDisassemble And Assemble Pistons
start by:a) remove pistons 1. Remove keystone rings from the piston with tool (A). 2. Remove snap ring (3), piston pin (1) and connecting rod (2) from the piston.3. Clean the piston ring grooves on the old piston with an acceptable ring groove tool. For clearances on pistons and rings of earlier models, see PISTON AND RINGS in SPECIFICATIONS.4. See SPECIAL INSTRUCTIONS, Form SMHS7295 for USE OF PISTON PIN REMOVAL AND INSTALLATION TOOLS. Be sure to remove the bearings from the crankshaft end of connecting rod.5. Heat the connecting rod in an oven to a temperature of 350°-500°F (176°-260°C). Never use a direct flame to heat a connecting rod. 6. Put the connecting rod in position on tooling (B) for the regular rod. Use tooling (C) for the tapered rod. Put a new rod pin bearing in position. Make sure the rod pin bearing joint (4) is 90° from a center line through crankshaft and pin bearing bores.7. Remove the old rod pin bearing and install the new rod pin bearing with one operation. 8. Use a pin bearing machine
1. Turn the crankshaft until the bearing journals for the pistons to be installed are at bottom center.2. Put clean engine oil on the crankshaft journals and on the inside of the cylinder liners. Put clean engine oil on the piston rings and connecting rod bearings.3. Move the piston rings on the piston until the ring openings (gap) are approximately 180° apart.
Never install tool (A) (the ring compressor) without the use of the cylinder liner as a guide. Damage to the piston rings can be the result.
TYPICAL EXAMPLE4. Put tool (A) in position on the cylinder liner as shown. Put the connecting rod and piston in position in the same cylinder liner from which it was removed and into the ring compressor. Make sure the "V" mark on the piston is in alignment with the "V" mark on the cylinder block.5. Push the piston into position while the connecting rod is put into position over the crankshaft. 6. Put clean engine oil on bearings, bolt threads and surfaces of the nuts that make contact with the connecting rod caps. Put caps (1) in position on the connecting rods and install the nuts. Tighten the nuts to a torque of 30 3 lb.ft. (40 4 N m). Put a mark on each nut and the end of each bolt. Tighten the nuts 90° more.
When the connecting rod caps are installed, make sure the number on the side of the cap is next to and respective with the number on the side of the connecting rod.
7. Follow Steps 1 through 6 for the installation of the other pistons.end by:a) install oil pumpb) install cylinder head assemblyDisassemble And Assemble Pistons
start by:a) remove pistons 1. Remove keystone rings from the piston with tool (A). 2. Remove snap ring (3), piston pin (1) and connecting rod (2) from the piston.3. Clean the piston ring grooves on the old piston with an acceptable ring groove tool. For clearances on pistons and rings of earlier models, see PISTON AND RINGS in SPECIFICATIONS.4. See SPECIAL INSTRUCTIONS, Form SMHS7295 for USE OF PISTON PIN REMOVAL AND INSTALLATION TOOLS. Be sure to remove the bearings from the crankshaft end of connecting rod.5. Heat the connecting rod in an oven to a temperature of 350°-500°F (176°-260°C). Never use a direct flame to heat a connecting rod. 6. Put the connecting rod in position on tooling (B) for the regular rod. Use tooling (C) for the tapered rod. Put a new rod pin bearing in position. Make sure the rod pin bearing joint (4) is 90° from a center line through crankshaft and pin bearing bores.7. Remove the old rod pin bearing and install the new rod pin bearing with one operation. 8. Use a pin bearing machine