Rating:
Information pump assy, injecti Denso
Product
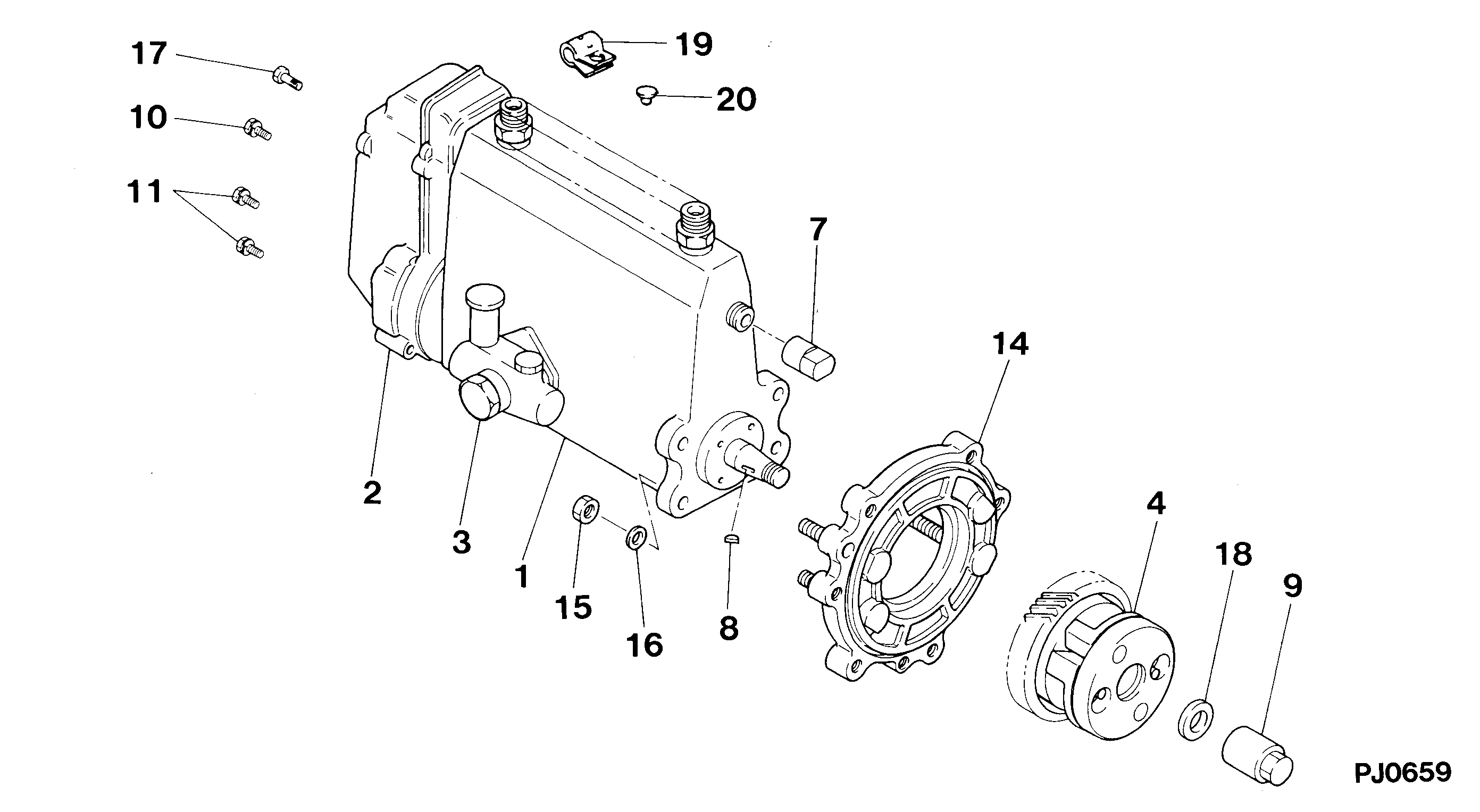
Fuel Injection Pump
Vehicle engine
LAND CRUISER 12H-T
Engine
12H-T
Serial start-end
8808--9001
Info
Injector Nozzle
093500-3260
Injector nozzle:
0935003260
KIT List:
Part name
Kit1
Kit2
Components :
Scheme #.#:
№
Qty
Part num
Name
Remarks
Manufacture num
000
[01]
09300-03070
PUMP ASSY, INJECTI
A6,R801
22010-68210
TOYOTA
Include in ##:
09300-03070
as PUMP ASSY, INJECTI
Cross reference number
Part num
Firm num
Firm
Name
09300-03070
22010-6821
PUMP ASSY, INJECTI
0930003070
22010-68210
TOYOTA
PUMP ASSY, INJECTI


Information:
LIFTING COMPONENTSWhen it is necessary to remove a component on an angle, remember that the capacity of an eyebolt diminishes as the angle between the supporting members and the object becomes less than 90°. Eyebolts and brackets should never be bent and should only have stress in tension.Some removals require the use of lifting fixtures to obtain proper balance and to provide safe handling.If a part resists removal, check to be certain all nuts and bolts have been removed and that an adjacent part is not interfering.DISASSEMBLY AND ASSEMBLY: When servicing or repairing the engine, complete each step in turn. Do not partially assemble one part and start assembling some other part. Make all adjustments as recommended. Always check the job after it is completed to see nothing has been overlooked.BOLTS AND BOLT TORQUE: Use bolts of the correct length. A bolt which is too long may "bottom" before the head is tight against the part it is to hold and cause failure. The threads in the assembly can also become damaged when a "long" bolt is used.If a bolt is too short, there may not be enough threads to hold the part securely.Apply proper torque values to all bolts and nuts when assembling Caterpillar equipment. When a specific torque value is required, the value is given in the instructions. Tighten all other bolts and nuts for general usage or taperlock studs to the torque values given in the TORQUE SPECIFICATIONS.CORRECT AND INCORRECT METHODS OF INSTALLING FLAT METAL LOCKS. LOCKS: Lockwashers, flat metal locks or cotter pins are used to lock nuts and bolts.Flat metal locks must be installed properly to be effective. Bend one end of the lock around the edge of the part. Bend the other end against one flat surface of the nut or bolt head.Always install new locks in compartments which house moving parts.When installing lockwashers on housings made of aluminum, use a flat washer between the lockwasher and the housing.LINES AND WIRES: When removing or disconnecting a group of lines or wires, tag each one to assure proper assembly.LUBRICATION: Where applicable, fill the compartments of the components serviced with the amount, type and grade of lubricant recommended in the Lubrication Instructions.CORRECT AND INCORRECT METHOD FOR LOCK POSITIONING AND BENDING. RUST PREVENTIVE COMPOUND: Clean the rust preventive compound from all machined surfaces of new parts before installing them.SHIMS: When shims are removed, tie them together and identify them as to location. Keep shims clean and flat until they are reinstalled.GASKETS: Be sure the holes in the gaskets correspond with the lubricant passages in the mating parts. If it is necessary to make gaskets, select stock of the proper type and thickness. Be sure to cut holes in the right places. Blank gaskets can cause serious damage.When removed, always install new cylinder head and manifold gaskets using recommended gasket compound on head gaskets to allow uniform sealing.